




HK 465X-1 45° এজ ব্যান্ডাইন মেশিন

প্রযুক্তিগত পরামিতি
| এইচকে-৪৬৫এক্স-১ | |||
| সামগ্রিক মাত্রা |
৫২২৬*৭৪৫*১৬২৫ মিমি | ওয়ার্কপিস গতি |
২০-২৫ মি/মিনিট |
|
প্রান্তের পুরুত্ব ব্যান্ড |
০.৩৫-৩ মিমি | রেট করা চাপ | ০.৬ কেজি |
| অপারেটিং ওজন | T | মোটর শক্তি বহন করুন | ৪ কিলোওয়াট |
| শীট প্রস্থ |
৪০ মিমি | মোট শক্তি |
১২.২ কিলোওয়াট |
| শীট বেধ |
৯-৬০ মিমি | সর্বনিম্ন প্রক্রিয়াকরণ দৈর্ঘ্য |
১৫০ মিমি |
| ভোল্টেজ |
৩৮০ ভোল্ট ৫০ হার্জেড | কাজের ধরণ |
সম্পূর্ণ স্বয়ংক্রিয় |
মেশিনের বৈশিষ্ট্য

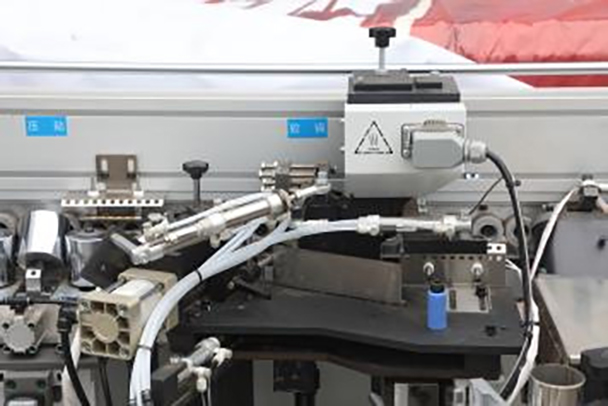
ইনক্লাইন প্রি-মিলিং
বেভেল এজ মিলিং টাইপ, ৪৫° ফিক্সড প্রি-মিলিং মেকানিজম, কাটিং বোর্ডের প্রান্ত কাটা এবং চূর্ণ করা, যা বেভেল এজ সিলিং প্রভাবকে আরও ভালো করে তোলে।
ইনক্লাইন গ্লুইং
বেভেল এজ গ্লু লেপ এবং প্রেসিং মেকানিজম বেভেল সোজা প্রান্তে সমানভাবে আঠা লাগাতে পারে এবং বেভেল এজ সিলিংকে নির্বিঘ্নে বেঁধে রাখতে পারে।

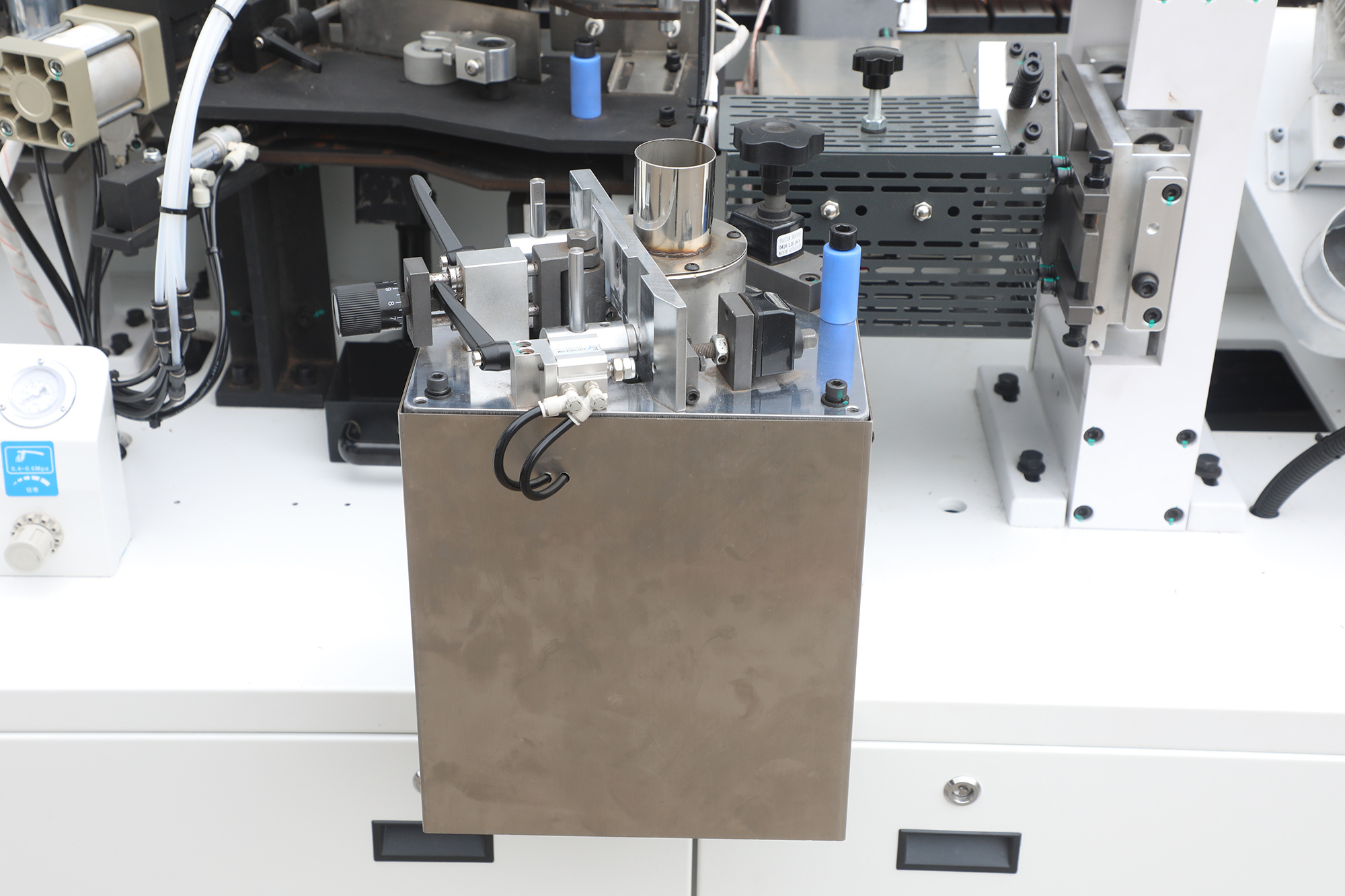
ইনক্লাইন গ্লুইং
নিউমেটিক সুইচে আঠা লাগানোর জন্য আঠালো পাত্রটি ব্যবহার করুন। আঠা সমানভাবে লাগানো হয়েছে এবং আঠালো লাইনটি সূক্ষ্ম।
এজ টেপ গ্রুভিং
এজ ব্যান্ডিংয়ে খাঁজ কাটা, টেপ খোদাই করা এবং খোদাই করা

ইনক্লাইন প্রেস
তির্যক সোজা চাপ বোর্ডের প্রান্ত এবং প্রান্তের নিখুঁত সমন্বয় নিশ্চিত করতে পারে, যা বোর্ডের সৌন্দর্য এবং স্থায়িত্ব উন্নত করে। এই প্রক্রিয়াটি সাধারণত আসবাবপত্র তৈরি, আলংকারিক উপাদান প্রক্রিয়াকরণ ইত্যাদিতে ব্যবহৃত হয়।
শেষ কাটা
স্বাধীন ফ্লাশিং একটি পৃথক সাপোর্ট বেস এবং গাইড রেল গ্রহণ করে যাতে ফ্লাশিং প্রভাবকে প্রভাবিত করে এমন পারস্পরিক কম্পন কার্যকরভাবে এড়ানো যায়। সামনের এবং পিছনের ফ্লাশিং বাফার ডিভাইস দিয়ে সজ্জিত যাতে প্রভাবের কারণে কম্পনের প্রভাব কার্যকরভাবে এড়ানো যায়।
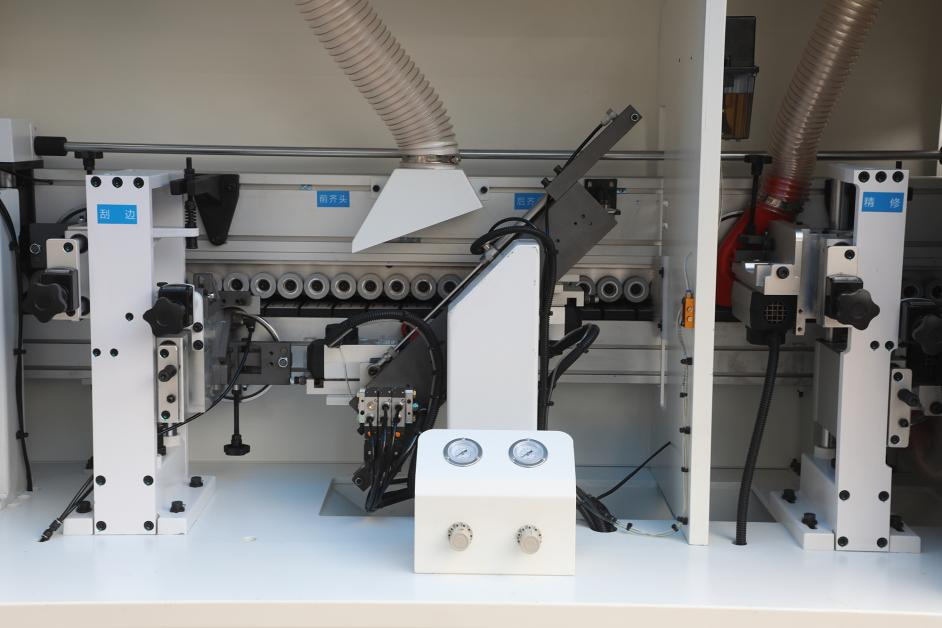

স্ক্র্যাপিং
এজ ব্যান্ডিংয়ের পুরুত্বের উপর নির্ভর করে, এজ স্ক্র্যাপারটি স্ক্র্যাপিংয়ের জন্য নমনীয়ভাবে ব্যবহার করা যেতে পারে। এজ ব্যান্ডিং আর্কটি মসৃণ করতে স্ক্র্যাপিংটি অবাধে পরিবর্তন করা যেতে পারে।
পলিশিং
প্রক্রিয়াজাত প্লেটটি দুটি পলিশিং চাকা উচ্চ গতিতে ঘোরানোর মাধ্যমে পরিষ্কার করা হয়, যার ফলে প্রান্ত-সিল করা অংশটি মসৃণ এবং আরও সুন্দর হয় এবং পলিশিং চাকাগুলিকে সমানভাবে পরিধান করতে দেয়।





